


以色列伊斯卡槽刀片GRIP 5025Y IC908全新伊斯卡刀具
型号:GRIP 5025Y IC908
规格:GRIP 5025Y IC908
以色列伊斯卡槽刀片GRIP 5025Y IC908全新伊斯卡刀具
联系人:党小萌 Tel:15725101031(同微信) QQ:2851163913
伊斯卡切槽材质描述
| 牌号 | 切槽 描述 | 涂层 |
| IC428 | IC428 CVD 涂层K05-K20,P05-P15,H15-H25,基体表面附有TiCN/TiC/AL2O3多种涂层材质,CVD涂层。用于在中-高速切削条件下,灰铸铁和球墨铸铁的车削和切槽 | CVD涂层 |
| IC635 | IC635 CVD 涂层P30-P50,M20-M40,基体表面附有TiCN/TiC/TiN多种涂层材质,CVD涂层。用于在低速、高进给和工况恶劣条件下,碳钢、合金钢和不锈钢的车削和切槽 | CVD涂层 |
| IC635 | IC635 CVD 涂层P30-P50,M20-M40,基体表面附有TiCN/TiC/TiN多种涂层材质,CVD涂层。用于在低速、高进给和工况恶劣条件下,碳钢、合金钢和不锈钢的车削和切槽 | CVD涂层 |
| IC9054 | IC9054 CVD 涂层 P15-P40,M10-M30,基体表面附有TiCN/AL2O3/TiN多种涂层材质,CVD涂层,具有韧性强特点。用于在中-高速切削条件下,碳钢、合金钢和不锈钢的车削和切槽 | CVD涂层 |
| IC228 | IC228 PVD 涂层 P25-P50,M30-M40,K20-K50,S25-S30 基体表面附有TiN涂层材质,PVD涂层,具有韧性强特点。用于在低速切削条件下,绝大多数材料的切槽和螺纹加工。 | PVD涂层 |
| IC354 | IC354 PVD 涂层P20-P40,M10-M30 基体表面附有TiN/TiCN涂层材质,PVD涂层,具有韧性强特点。用于在中-高速切削条件,碳钢、合金钢和不锈钢的车削_切槽及切断。 | PVD涂层 |
| IC528 | IC528 PVD 涂层 P25-P45 超细微粒基体表面附有TiN/TiCN/TiN涂层材质,PVD涂层,具有韧性强特点。用于在低-中速切削条件下,绝大多数材料的车削_切槽和钻削加工 | PVD涂层 |
| IC1008 |
IC1008 PVD 涂层,P20-P50 M20-M40 K15-K40 H20-H30 超细微粒基体表面附有TiALN/TiN涂层材质,PVD涂层,具有韧性强特点。用于在低-中速、断续切削条件下,高温合金钢、不锈钢和淬硬钢的车削_切槽与切断 |
PVD涂层 |
| IC1028 | IC1028 PVD 涂层P20-P50,M20-M40 基体表面附有TiALN/TiN涂层材质,PVD涂层,具有韧性高、抗机械冲击和热冲击强的特点。用于在低速、高进给和断续切削条件下的切断 | PVD涂层 |
刀片参数
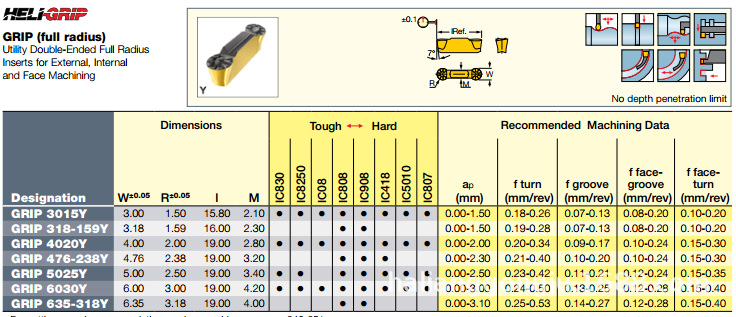




多款型号供选
GRIP 3015Y IC808
GRIP 318-159Y IC808
GRIP 4020Y IC808
GRIP 476-238Y IC808
GRIP 5025Y IC808
GRIP 6030Y IC808
GRIP 635-318Y IC808
GRIP 3015Y IC908
GRIP 318-159Y IC908
GRIP 4020Y IC908
GRIP 476-238Y IC908
GRIP 5025Y IC908
GRIP 6030Y IC908
GRIP 635-318Y IC908
GRIP 3015Y IC830
GRIP 4020Y IC830
GRIP 5025Y IC830
GRIP 6030Y IC830
GRIP 3015Y IC8250
GRIP 4020Y IC8250
GRIP 5025Y IC8250
GRIP 6030Y IC8250
GRIP 3015Y IC5010
GRIP 4020Y IC5010
GRIP 5025Y IC5010
GRIP 6030Y IC5010
GRIP 3015Y IC807
GRIP 4020Y IC807
GRIP 5025Y IC807
GRIP 6030Y IC807
GRIP 3015Y IC418
GRIP 4020Y IC418
GRIP 5025Y IC418
GRIP 6030Y IC418
GRIP 476-238Y IC418
GRIP 3015Y IC08
GRIP 4020Y IC08
GRIP 6030Y IC08
公司形象




以色列伊斯卡槽刀片GRIP 5025Y IC908全新伊斯卡刀具
| 上一页1下一页 |




